The foundation of RCM
Functions are the bedrock upon which the entire RCM analysis is built. Maintenance preserves function. Therefore we identify the asset’s functions so that we may analyze the failed states, causes, effects and consequences in order to decide what maintenance, if any, must be done to preserve those functions at the level required by their users.
The seven RCM questions
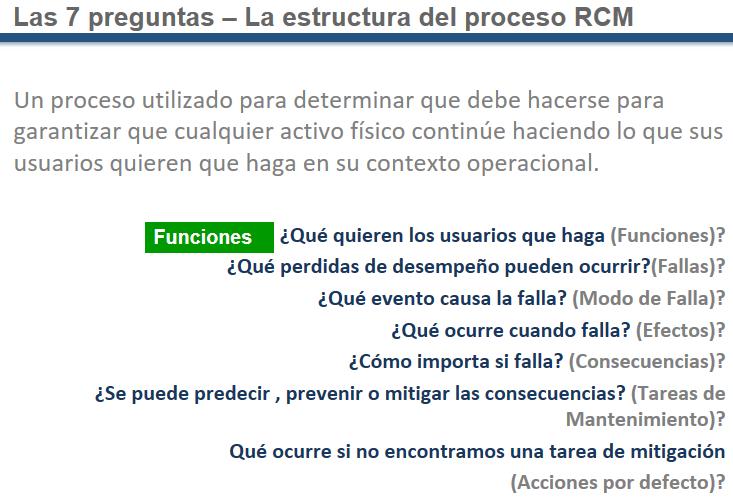
By asserting that the 7 questions guide our analysis we reinforce the idea that RCM is a coherent process that must be followed meticulously. The functional analysis establishes the base upon which the entire edifice of maintenance rests.
“What do the users really want?” The answers are neither trivial nor, by-in-large, obvious. This is especially true when recognizing the extended user community as including not only the operators, but also the managers, shareholders, and even society at large. A loss of function can affect health, safety or the environment (HSE). Each RCM decision is traceable, that is to say it has a line of sight to at least one functional preservation requirement. We have spent time on the importance of question 1 during the introduction. Slides 1 to 8 are a review.
Agenda
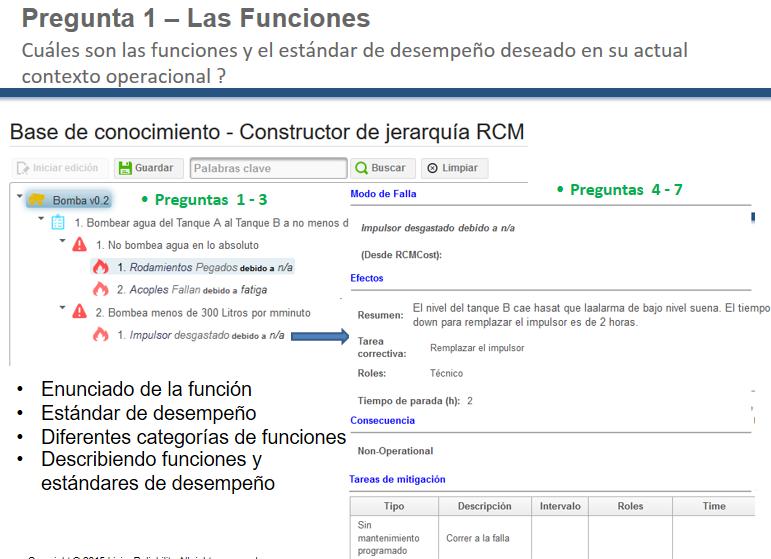
RCM may be thought of as a language of precision where various terms and concepts are narrowly defined. These five topics embody the functional analysis process. The anatomy of an RCM analysis begins with a set of precision grammatically structured function statements that specify quantitative performance standards. The asset functions to be preserved by maintenance are defined by the users’ requirements of the asset in its operating context. Each of these five topics will be discussed in the subsequent slides.
The function statement
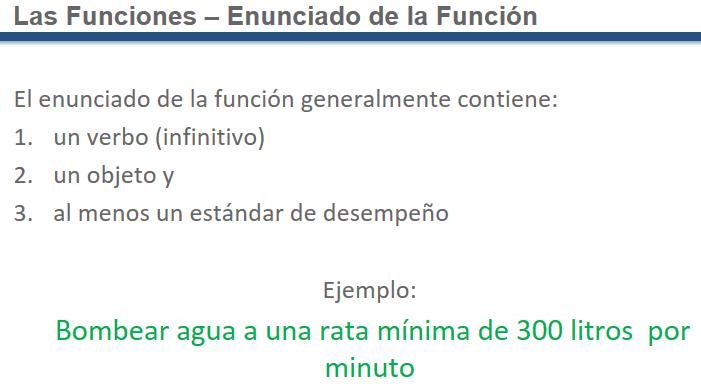
A function statements is grammatically well structured in the sense that it has a noun as the subject, a verb or action phrase, an object, and one or more standards of performance. The verb is of the infinitive form, which, in the English language, starts with “To”. Function statement can also begin with: “Not to …” to indicate that an action should not happen. The statement may use the syntax “Able to … if …” in order to indicate the that the function should perform if something else happens. The function statement may contain the phrase “… in the presence of …” to indicate that a redundant or backup to the function is available.
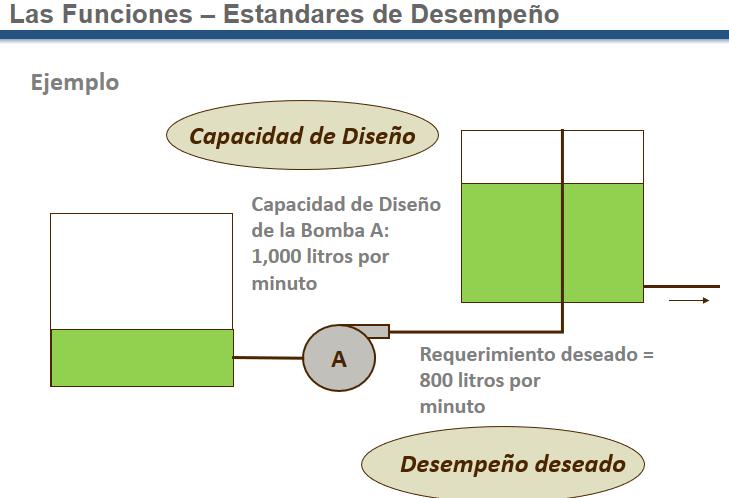
The distinction between design capability and required performance
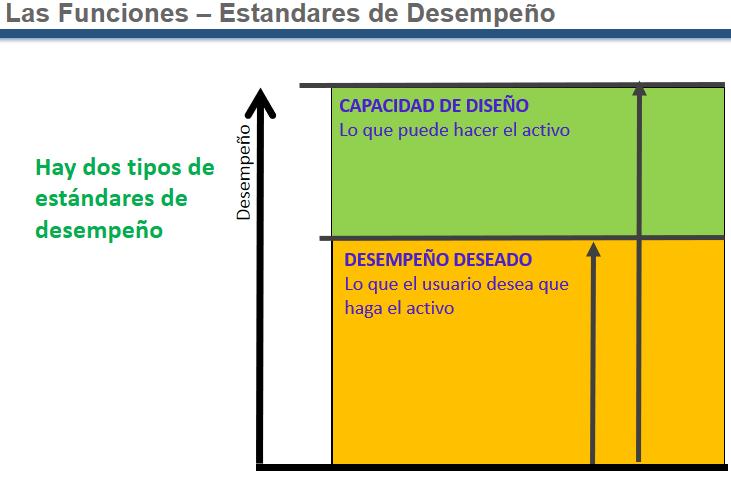
RCM takes pains to emphasize the distinction between design capability and required performance.
- what the asset has the capability to do when new, and
- what the user requires it to do in its operating context.
Pump performance standard
Some (but not all) failure modes, for example “impeller wear”, have the effect of gradually diminishing the functional performance in an obvious way. The actual indicator of the state of ware of a pump impeller, for example, can be determined easily from the pump’s performance by measuring the pressure and flow. Generally speaking, however, few failure modes, expose their deterioration state of in obvious a way. Maintenance engineers, therefore, must monitor asset health using a variety of analytical tools.
An adequate margin for deterioration
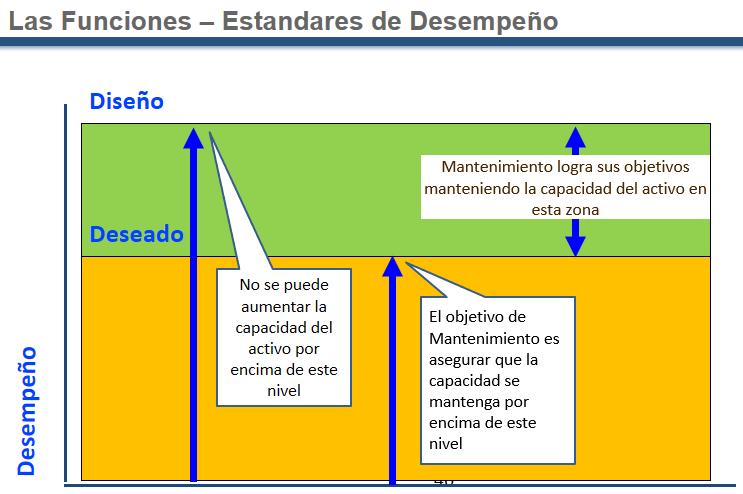
We’re still reviewing concepts from the introduction. Given the desired performance, an adequate margin for deterioration will have been built into the design capability. How much margin? Enough. But not too much. This is a serious question of balancing capital investment against life cycle cost that includes not only the maintenance costs but also the accumulated profit penalty resulting from failure. During the 1970s in the automobile manufacturing industry value engineering and finite element analysis went to the extreme. Car body sheet metal thickness was pared down to the minimum required for structural integrity. Unknown to the designers, at about the same time North American cities began salting roads extensively. Rusting through became, then, the dominant failure mode in most cars of that era. The objective of maintenance is to keep the asset’s performance in the green zone, above the desired performance standard. Maintenance, of course. cannot raise performance above the inherent or design capacity. Now on to new material.
Primary and secondary functions
The sole purpose of classifying functions in two categories is to help jog our memories when identifying relevant and significant functions that need to be preserved. We don’t obsess over whether a given function is to be considered primary or secondary. Generally speaking the primary functions describe the reasons why we purchased the asset in the first place. The secondary functions are the additional requirements that the asset must fulfill, such as operating safely and economically. “Secondary”, in the language of RCM, by no means implies “less important”.
“Your Car” – What are its functions?
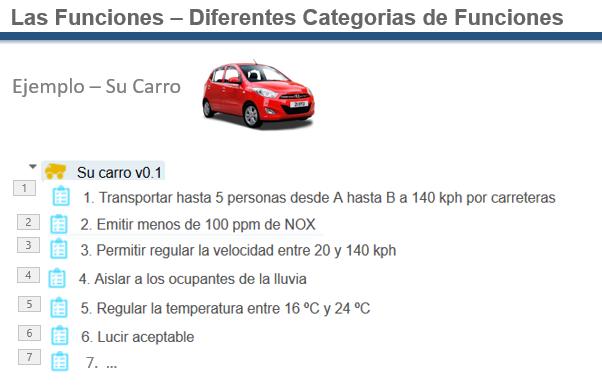
Asking this question to a group of automobile owners, invariably elicits the standard answer, “To get from A to B”. We pursue this incomplete answer with the following question, “What is it, in the preceding function statement (To get from A to B), that distinguishes your car from your feet?” In other words, what makes us want to use a car rather than our feet to get from A to B? Upon considerable discussion the group appends “at speeds up to 85 mph?” to the evolving function statement. Where there is a wide diversity of opinion, we need to establish a consensus of what users really want from a physical asset.
The function statement now reads “To get from A to B at speeds up to 85 mph”. We ask subsequently, “Is there anything (in that function statement) that distinguishes our car from a motor bike?” The function statement once again is amended to “To get a driver and up to 4 passengers from A to B at speeds up to 85 mph”. We might at this point ask, “Is there anything (in that function statement) that distinguishes a car from small helicopter?” Answer, “ … while traveling along paved roads” (as opposed to cross country). And so on.
Eventually we obtain a fair idea of what the owner and user want the asset to do. Notice how we arrived at this function statement. We didn’t ask how fast we want to go. We asked, “What distinguishes a car from feet”, a more “open” type of question that encourages the user to express his requirements for both speed and distance and any other distinct “car” functionality. We may continue in this manner to ask about secondary functions. For example, to the question of what are the environmental requirements, someone might respond with the single word, “emissions”, which is a noun not a function. Adopting the form of a function statement, we could say, “To emit less than (whatever the regulations of the locale) ppm NOx, CO, CO2, and so on.” In many countries, vehicles that do not comply are off the road, making this function a maintenance priority.
What about safety and structural integrity? These may be expressed in a function statement as “To allow passenger cell to deform by X cm in a 30 kph head-on collision.” Functions relating to control, containment, and comfort may be similarly revealed.
Control/Containment/Comfort associated functions might include “To vary speed between -20 and 140 mph.” and “To isolate the occupants from the elements.” When a function statement contains no quantitative standard, it implies “absolute” (isolation in this case). The comfort associated function “To enable operator to vary temperature between (whatever limits)” implies an air conditioner. As we walk through these secondary functions, we learn about the importance of consensus. The function having to do with appearance: “To look acceptable” begs the question, “acceptable to whom?”. This may be of vital importance in a given operating context, but is often impossible to quantify. In such cases an understanding must be reached between user/owner and maintainer. Protective functions are of singular importance and will be described in Part 4.
Economy/efficiency functions might include “To consume < .010 l/km under standard (urban cycle, steady speed 100 km, etc.) conditions?”
Superfluous functions refer to components that were installed at one time in the past for one (an original) operating context but no longer used in another (new context). Often, it is said that the redundant equipment is more expensive to remove, and it is decided to leave it where it is. However, these functions may still fail, (a fact that is often overlooked) and thus still need to be documented in the RCM functional discovery and subsequent analysis.
Primary function statement examples?
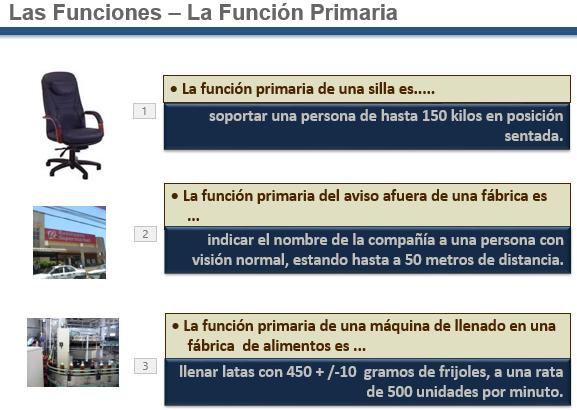
Following the Socratic question methodology, we ask a number of “non-leading” open [1] questions. What’s the primary function of a chair? To support a body is very often the answer you’ll get. So does a bed… What is it that distinguishes a bed and chair’s function? “In a seated position.” And so on as follows.
Secondary functions
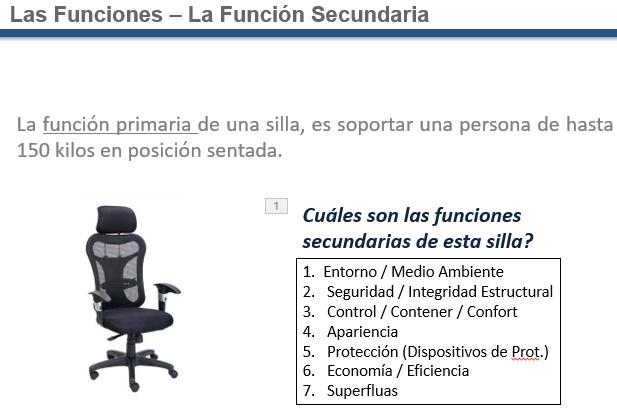
The different parts of the equipment, in this case an office chair, suggest functions, many of which will be considered secondary in the sense that they fall into one of the categories of the PEACHES mnemonic. We normally begin by examining each part and identify its associated function(s). Only after we have exhausted all ideas by looking at the asset’s drawings and manuals do we go quickly through the mnemonic to see if we’ve forgotten anything. We don’t get into major arguments (or even record) whether something is primary or secondary.
You will notice that there are a surprisingly large number of functions. This might create the impression that a relatively more complex industrial machine would be too onerous by comparison. In fact, the average typical industrial equipment has 20 – 25 functions, and they can be identified quickly in a systematic functional analysis process.
If it goes over 40 functions, consider breaking out a subsystem into its own (lower level) analysis. The level of an analysis is the level at which you list functions, i.e. at which you perform the functional analysis. Size size each analyis so that you come up to about 30 to 45 functions. Protection (protective components) adds a lot of functions. Just look at chair. The existence of a component implies a function. Run through the obvious ones. Then go through PEACHES.
To rock, to lock, to rotate, to adjust angle of back relative to seat, to support forearms of occupant, not to damage the carpet, not to harm the occupant while adjusting. Appearance: what do we mean by acceptable – (to blend in with the office decor). To enable occupant to lift without difficulty, to remain intact when lifted, not to catch fire when exposed to a burning cigarette or the frame of a match or lighter, not to release toxic substances if caught in a conflagration, not to fall over, etc. etc.
You can write negative function statements, “not to”, often easier to express. Not to allow current to flow to ground through the casing. Most of the “not to”s relate to safety. How does the Oxford dictionary define comfort? In a negative way – freedom from anxiety, pain, grief. So we can say “Not to cut or pinch the user while operating one of the adjustment levers”.
Look at the p&id, single line, and general arrangement drawings, or look at equipment itself. Finally go through the PEACHES mnemonic which can jog the memory, “Ah yes, forgot about that.” Don’t be rigorous with the mnemonic. Strangely, if you get too rigorous, or start with the mnemonic you tend miss some of the obvious functions.
The main hoist of a traveling crane is a wonderful asset to analyze. Has it all including the safety protection. And you can see it all. You don’t need the mnemonic.
Obviously, were not seriously recommending you go out and analyze all your office chairs. Except if you’re maintaining them, or are about to buy a few thousand. In the real world we don’t analyze office chairs because they are not “significant” in the RCM sense of the word. Significant assets and functions have consequences that the organization must mitigate to properly fulfill its mission.
Superfluous functions
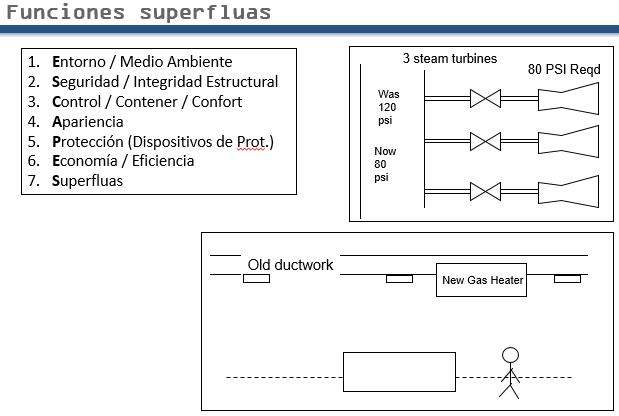
Consider a steam manifold with pressure at 120 psi, feeding 3 small steam turbines operating at 80 psi. The turbines needed to be supplied with steam at 80 psi by using pressure reducing valves. Then they made changes upstream which changed the manifold pressure to 80. Should the PRVs be removed, at some removal cost? The argument is often given that there would be no harm in leaving the valves in place, even though they serve no useful purpose. It is recognized, however, that these valves could still fail closed. There were more failure modes than they thought of at first look. The PRVs would require maintenance. It was actually more expensive to keep them. They added complexity (read “unreliability”) to the system.
A candy factory produced pale blue boiled candies which are popular in the UK. While performing the RCM analysis, a female operator had been previous regarded as a “dumb bunny”. During the functional phase of the analysis it started becoming apparent what she knew that others did not know. She asked, “What about the brown ones?”. Response, “What brown ones?” She said, “When we see them we throw them in the bin.” She was adamant about this. Immediately the big hunt started. Until that point no one in any senior position had been aware of this. Why did this never get revealed? The RCM meeting acknowledged that it “wasn’t her job” to report. Finally she was in a forum where she could say, “What about the brown ones?”
It turned out that the building had been renovated with a new heating system. The roof had an old heating system of ducts and vents. A much more efficient heating system of independent gas fired units was installed. They removed the vertical vents but the ceiling ducts were left in place. Situation: There were unused ventilation ducts. This was a Food plant. What do you use to clean everything? Steam and hot water. What does the steam do? It condenses. What does condensation do? It rusts and drips, resulting in brown candies. The extra iron was not considered a nutritional advantage. It took them quite a while to discover the source of the “brown ones”. However, within 24 hours of their descovery the ducts were removed.
When analyzing functions of components in a system, we don’t ask, “what is it?”. We ask, “What does it do. If it does nothing, as a rule, get rid of it. If you don’t it will inevitably and eventually bite you when least expected.
Avoid doing RCM analysis “from the hip”. When asked a specific question, answer, “I would need to study the context, p&ids, and so on”. A building’s wiring system became obsolete. They left the old wiring inside in the roof structure and kept adding new instrumentation. What insulation did it have? Asbestos, oil impregnated paper, (that dries out as the lighter fractions dry up.) Sure enough there was a fire. Lost a week and a half of operations. They found 300 tons of copper up there. How the roof didn’t collapse is a wonder. Superfluous function: Ask what it does. If you establish that it does nothing, get rid of it.
Environmental: To not emit toxic gas when burning. To not ignite below 250 deg F Control/containment/comfort: To incline. Safety: To prevent falling when inclining up to 120 deg. To maintain comfort for up to 4 hours for a normal person. We want to quantify performance standards wherever possible.
HSE regulations enforced by a government agency
Question: If a safety or environmental government regulator has specified a maintenance program, should we still conduct an RCM analysis on that system? This is a very important point. It is discussed on page 103 of Moubray’s RCM II book in the topic “RCM and safety legislation”. We should think of the RCM analysis as an audited “knowledge trail” of the organization’s journey towards zero risk. The initial RCM analysis must be a rational defensible argument for the maintenance program. A sobering point is that a number of catastrophic industrial accidents occurred even where all regulatory mandated procedures were strictly in force (e.g. Piper Alpha, Deep Water Horizon).
The answer to the question is “yes” because in the huge majority of cases RCM will come up with a different task or interval than are mandated by the regulation. It is wise to continue to do the tasks as specified by the law. But do discuss your analysis results with regulator concerned. “The law says do this – my analysis says do that.” Most regulators will agree with a well defended maintenance task. If he says no, he is now taking personal responsibility for the safety of your equipment. More and more regulators are beginning to understand their own exposure. It is interesting that with respect to the huge majority of tasks that are specified by law, if you ask why a particular task was specified and at a particular interval, regulators cannot answer. The reason is usually custom and practice going back into the mists of time.
Safety tasks requiring over stressing the asset
Over stressing tests are sometimes mandated. They are insane in normal practice since they can induce a failure. Use technically feasible non-invasive predictive or diagnostic types of tests. Find a faster better technology which will stand up in court. “Here’s my task and here’s my reason for doing it. What’s the rationale behind yours?” Regulators are surprisingly amenable to changing the regulation. Don’t break the law. Exception: nuclear industry – regulators tend to say no. Some consultants give the opposite advice, i.e. “do what the regulation says and forget it”. This was the philosophy governing the operation and maintenance of Deep Water Horizon, the worst industrial accident in the history of North America. Safety regulations regarding maintenance of the Blow Out Protector (BOP) were adhered to. Yet there were still serious malfunctions of the electrical circuits in the Blow Out Protector. (see https://www.livingreliability.com/en/posts/deep-water-horizon/). The RCM team and auditor should never tolerate anything less than a totally defensible analysis.
Very often one disastrous freak event that will never happen again inspires a truckload of laws as a result of political backlash. The important operative word is “defensible” where a maintenance plan is under discussion. It is more and more likely today that the manager goes to jail, as in Australia (Esso in Victoria), where they sent the whole management team to jail.
Australia is the world’s most advanced maintenance economy. Very big mining industry. Hostile aggressive remote environment far from OEM suppliers. This is also the case in South Africa where they were into their 3rd generation of CMMS in the late 1970s when North Americans were introducing its 1st generation. S. Africa passed the first piece of industrial safety legislation in the 30s. Warman pumps were an example in S. Africa of the first reverse engineering in world.
The chair exercise conveys a very crucial “so-what” lesson which is the fact that the simpler the functionality the more reliable the asset. The more functions the more maintenance will be required and the less reliable will be the asset. Comparing a simple non-adjustable chair and “Which chair is likely to fail more often?” and “Which will require more maintenance?” quickly brings this point home.
Performance standards
Performance standards are built into the function statement for one reason: to make it obvious what failed states can arise. Failures will speak directly to a performance standard in the Function statement. Th following slides illustrate the different types of performance standards that asset users may specify. Maintainers will agree to preserve function to the levels expressed by the performance standard.
Multiple performance standards
An analysis actually becomes simpler and more manageable by including as many performance standards as possible in a grammatically correct function statement. Good RCM “style” tries to reduce the number of function statements. Often a function need not be recorded explicitly when it can be more succinctly expressed as a failure mode of some “more primary” function. A common example of such a function is “Not to trip spuriously when there is no overload condition”. We would more conveniently represent this function in the failure mode “Overload relay trips spuriously” under the failure of a primary function, for example, “To supply lube to the bearings oil at 350 psig and 60 gpm”. The failure would be “Supplies no oil”, and the failure mode might be “Trips spuriously due to calibration error”.
Quantitative performance standards
Always nail down a number in the performance standard as much as possible. To be able to push the office chair with a five lb force. Quantify your performance expectations, which is difficult in many cases. If operations can’t tell us exactly what they want they can’t hold us responsible for delivering it. [2]
Qualitative performance standards
To what standard do the Navy airplane ray domes have to be cleaned? So that they pass inspection. “Acceptable” implies “to whom”. This is not quantifiable. As long as the inspectors understand each other, this will work. There is no numerical standard in such cases, and it could be time wasting to try to define one.
Containment – absolute if not quantified.
Leakage of hydraulic systems. Forming press at Chrysler was leaking badly. Pouring in drums everyday. It dawned on somebody to do an analysis of the cost of the hydraulic oil. They were actually losing money on that sub-business.
Variation in demand
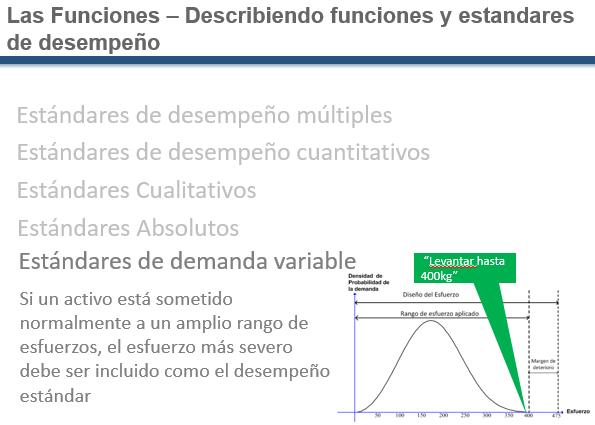
Depends on the operating context, which should be ever present in the minds of analysts and the facilitator.
The operating context is accessible from the RCM tree view. If necessary it can be modified by the analysts as a result of the discussion.
The (upper and lower) performance standard
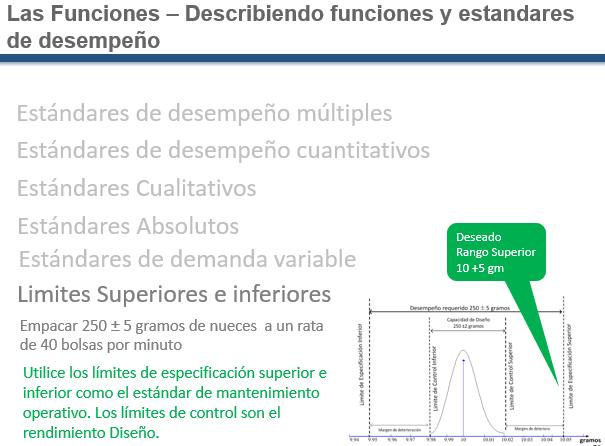
This is more complex. Is it possible to develop a machine that will pack exactly 250 g? This is what SPC (statistical process control) recognizes. A tolerance range of say 250+5 to -3 is required. The machine design is capable of delivering within ±2g. If you get >±2 more than three times in 1000, you’re said to be “Out of Control” in SPC terms.
We’re connecting Statistical Process Control (SPC) with RCM. Upper Control Limits (LCL) ⇒ design capability, Upper Specification Limits (USL) = desired performance. Out of control ⇒potential failure versus out of spec ⇒functional failure.
Protective functions
All hidden functions are protective devices of some kind. But not all protective devices are hidden functions. Fewer than 1/3 of protective devices receive any attention. The 2nd third consciously don’t receive PM. No one even knows that the final third exists. And even the first third are maintained poorly. Why this is so? HAZOP has a lot of similarities with RCM. It identifies hazards. It identifies functions, but much more crudely than does RCM. It identifies failed states less precisely than does RCM. HAZOP identifies the cause. It normally ends up by adding a protective device. Hence protective devices are breeding by the 10s of thousands. This is one of the most disturbing aspect of modern physical asset management. People will forget that the device is there or what it’s for. Pump C is a protective function but is often scavenged in an emergency for spare parts. This is an issue that top management needs to address, specifically via an RCM functional analysis. Some maintenance consultants treat whole system as “non-critical” if it has protective devices.
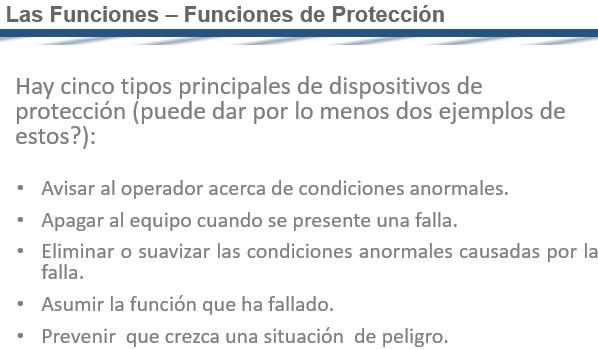
Categories of protective functions:
- Warning devices: alarms, lights (not control indicators)
- Shutdown devices: trip switches, circuit breakers
- Devices that eliminate, relieve abnormal condition caused by failure: Safety valve, sprinkler (eliminates the fire not the failure causing the fire)
- Devices that take over for a failed function: any form of standby plant, redundant structural components, Pump C.
- Devices that prevent dangerous situations from arising: Warning signs, guards, lockout switches on an access panel.
Conclusion: protection includes a large variety devices and technologies, for example safety integrated systems (SIS). That’s why the subject is complex. Warning signs are hidden functions! If it’s gone you don’t know about it. Example, sign outside an elevator: “Don’t use elevator in case of fire”. What if the sign is not there. It was removed, stolen, etc. This is a hidden failure. Therefore we should have list of all warning signs in the plant and check the list (perform failure finding) periodically (once a year).
- Keep the list up to date in the EAM maintenance schedule.
- Check if the sign is still there and still legible. Airlines do this as part of their maintenance plan as does the military. (This makes managers start thinking about their own procedures.)
Function statements are simple.
To review, Function statements contain a verb, an object as well as one or (preferably) more quantitative performance standards. They may contain code expressions such as “To be able to …” or “In the presence of …” indicating that there is a protective function protecting this function.
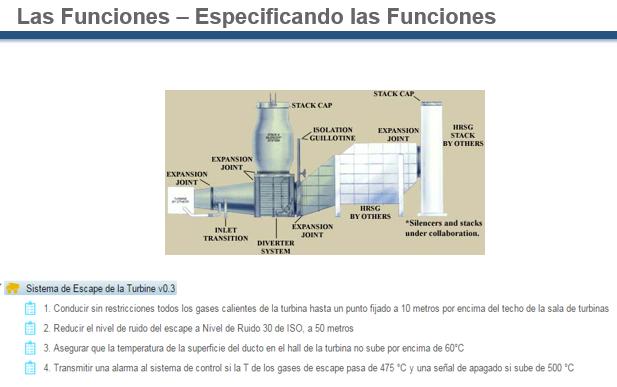
It is worth mentioning is that it is often said that RCM is not good for electrical or structural components. This (the exhaust system) is mostly an inert structure.
Operating Phases
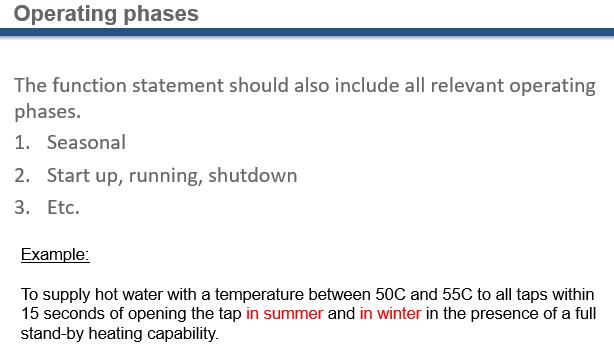
When performing a functional analysis SMEs will consider the components and what they do in different operating regimes. Some functions are dormant during steady state operation put are called upon during startup or shutdown. For example, bearing pre-lubrication during the startup cycle when the normal lubrication has not yet achieved sufficient volume and pressure. The example implies that failures to supply hot water in summer have different causes, effects, and consequences than those occurring in winter.
Summary: We’re at about 4:30 pm. We’ve been through a lot of new and ideas and unfamiliar procedures.We developed the list of functions. If we are causing these 12 functions to continue, then our maintenance system is effective. If we are not preserving these 12 functions our maintenance plan for that equipment will be ineffective.
Operating context
It is important to consider the operating context of the equipment, because this determines its functions, associated quantitative performance expectations and consequences of failure. The consequences of failure ultimately govern the selection of maintenance tasks.
The operating context can change with the passage of time, either as production demands change or as the equipment and operating procedures evolve. This process of evolution can affect the operational consequences of failure. As a result, it must be stressed that an analysis performed at a given time would be valid only for the equipment in the context described. The analysis would almost certainly produce different results for similar equipment on other platforms, or for the same items if they were to be reviewed at some other point in time. The Living RCM process uses the most current knowledge by technicians to update the RCM knowledge base on an on-going basis. Since updates are performed day-to-day as a part of routine work order related activities, changes in operating context are more likely to be accounted for.
Factors that influence the operating context
The operating context documentation will be available from various sources within the client organization. Usually the manager of the department can quickly verbally express all of the salient facts needed in a high level briefing. The facilitator ensures the operating context will have been documented by the start of the analysis.
The operating context stems from the mission statement and cascades down from higher levels in the organization. As you move down from the corporate office to the division office to the plant to the department the management team adapts and adds the necessary detail to the mission to be realized at his level. There will be numerous factors at the local level that will modify the context. Dofasco’s mission statement is at top level. Then each business unit’s mission statement is superimposed at the next level. Every group inherits the context from the level above. Dofasco has a well maintained set of context statements. Do it once for everything in the business. It makes each asset’s function statements much clearer.
What is the function of the British Royal Navy? This gets interesting. Sometimes it is not that obvious at the highest levels of a government department. Even those at the top are sometimes not sure. For example, “To threaten the Queen’s enemies” or “To project a deterrence presence”. This process of defining operating context makes it much easier to assess the consequences of failure.
The functional analysis process
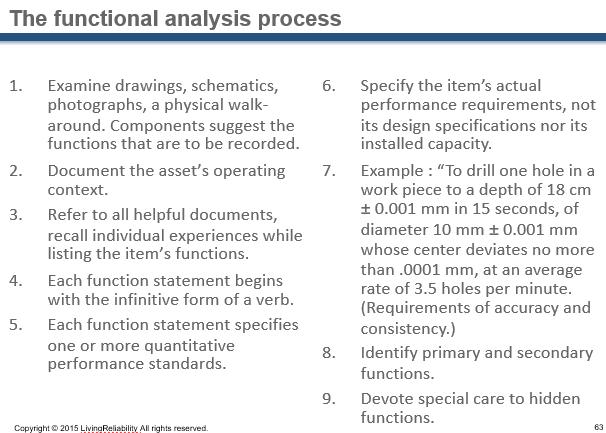
The analysts adopt a function rather than a component orientation when examining the physical asset’s subsystems and components. They do not focus on what it is, but rather they ask what it does. This approach encourages a deeper level of thought that reveals functions that otherwise would have been missed. This is particularly important when working from packaged FMEAs.
Exercise
We will spend about 45 to an hour on functional analysis exercise.
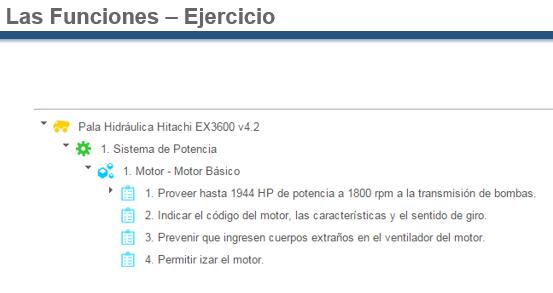
The RCM Exercise process begins with the first of the seven RCM questions: “What are the asset’s functional performance requirements in its operating context?” The validity of all that follows will depend upon the thoroughness with which the functions are identified and analyzed. An item will have, typically, from 15 to 50 primary and secondary functions . The RCM team, using a structured methodology discovers and records each of the item’s functions. The process comprises the activities listed in the slide.
Please proceed to identify and document thes primary and secondary functions. (Primary functions usually describe why the asset has been purchased.)
- The group identifies and documents all secondary functions by examining drawings and schematic diagrams, or even by walking around the physical item.
- The group ascertains that all secondary functions have been exposed by reviewing the ESCAPES mnemonic: Entorno / Medio Ambiente, Seguridad / Integridad Estructural, Control / Contener / Confort, Apariencia, Protección (Dispositivos de Prot.), Economía / Eficiencia, Superfluas
## Post Tree Navigation
LRCM
- CMMS Impediments to Reliability Analysis
- Components of continuous improvement
- How to start LRCM
- Justifying Living RCM Certified
- Leading and lagging performance numbers
- Living RCM Certified – Consulting Services
- LRCM – Reporting failure modes of rotable components
- LRCM and HSE
- LRCM Justification Template
- LRCM reliability analyst survey results
- LRCM reliability technician survey results
- MESH – RCM knowledge continuous improvement
- Motivation, leadership, training
- PAS-55
- RCM – Dashboards
- Reliability engineer’s work cycle
- Service vs. maintenance
- Streamlined RCM and LRCM
- Structured free text
- The role of media in living RCM
- The winning paper at the XIV International Congress of Maintenance
- Two philosophies in maintenance improvement
- Waiting for CMMS maturity
- What is a pilot project?
- What is the difference between RCM and LRCM?
- Achieving Reliability from Data outline with video
- Course brochure – Living RCM Certified
- Deepwater Horizon
- Elevator description of LRCM
- How does LRCM “improve” RCM?
- Living RCM Certified
- Living RCM Certified eLearning
- Living RCM Certified® and ISO 14224
- LRCM – off the maintenance improvement radar
- LRCM-EXAKT – a general solution
- MESH Basic reliability analysis on the work order
- Mesh Living RCM Certified brochure – Mesh Cloud Service
- Obtener confiabilidad a partir de los datos – esquema del curso
- RCM – Analyst course outline
- RCM – feedback suggestion mechanism
- RCM – Living RCM
- RCM – LRCM dashboards
- RCM – feedback – suggesting a new failure mode
- Training course in achieving reliability from data
- Two kinds of decision making in maintenance
- Two LRCM purposes
- Videos
- Why Living RCM works
RCM
Reliability Analysis
- Achieving Reliability from Data
- Challenges to Achieving Reliability from Data
- Data analysis precedes reliability analysis
- Data is the key to the way forward
- Defeating CBM
- Does historical age data have value?
- Failure declaration standards
- Free text on the work order
- How much data is required for RA?
- How to assess EAM and CBM predictive capability
- Interpreting failure data
- LRCM – Reporting failure modes of rotable components
- Maintenance software
- Mesh: 12 steps to achieving reliability from data
- RA requires LRCM
- Reliability analysis in 2 dimensions-Part 2
- Sample selection
- So you’re getting an EAM
- Take the EAM data health check
- The CMMS barrier to RCM
- The data barrier to analysis
- The reliability data Catch 22
- Thoughts from a mine maintenance engineer
- Variations in a sample
- Warranty for haul trucks
- Weibull exercises
- What’s the right data?
- A survey of signal processing and decision technologies for CBM
- Achieving reliability from data
- CBM Defined
- Conditional failure probability, reliability, and failure rate
- Conditional probability of failure
- Conditional probability of failure vs. hazard rate
- Criticality analysis in RCM
- Diagnostics versus prognostics
- Difference between LRCM and EXAKT
- EXAKT’s Three Modules
- Expected failure time for an item whose maintenance policy is time-based
- Failure analysis for reliability analysis
- Failure probability prior to attaining MTTF
- FAQ
- FMEA according to Wikipedia
- Is “random failure” really random?
- Leading and lagging performance numbers
- LRCM and the Failure Finding Interval
- MTTF is the area under the reliability curve
- Myths about RCM in heavy mining equipment
- Non-rejuvenating events
- Optimal PM and spares strategies – exercises
- Performance metrics – Low and High level KPIs
- Problem statement
- Purpose of RA
- RA – Micro (day-to-day decision) analysis
- Random failure and the MTTF
- Random failure is exponential reliability decay
- RCM – Living RCM: Achieving reliability from data
- RCM vs RA
- Real meaning of the six RCM curves
- Reliability analysis is counting
- Reliability trend yes Weibull analysis no
- Remaining Useful Life Estimation Using Hybrid Monte-Carlo Simulation and Proportional Hazard Model
- Safety Instrumented Systems
- TBM or CBM?
- Terminology in LRCM
- Thinking RCM
- Time to failure
- What is PM?
- What is the scale parameter?
CBM
- A survey of signal processing and decision technologies for CBM
- Automating CBM
- Building a CBM decision model
- CBM Exercises
- CBM Optimization
- Combined analysis for early predictive maintenance
- Deploying the CBM model
- EXAKT cost sensitivity analysis
- EXAKT needs LRCM
- EXAKT vs Weibull
- Measuring and Improving CBM Effectiveness
- Optimizing a Condition Based Maintenance Program with Gearbox Tooth Failure
- RCM – Reliability analysis in more than two dimensions is CBM
- Smart CBM demo
- What is Maintenance Decision Automation?
- Confidence in predictive maintenance
- Diagnostics versus prognostics
- Inspections – CBM and others
- Inspections or CBM?
- Internal and external CBM variables
- NAVAIR and the PF interval
- Objectivity in condition based maintenance decisions
- Optimized interpretation of CBM data
- P-F Interval a red herring?
- PF interval from the failure rate
- PM, PdM, Proactive Maintenance
- Predictive analytics
- Temporary fix work orders
- The elusive P-F interval
- [1]Questions that don’t suggest an answer. “What is this widget supposed to do?” as opposed to “Is this widget supposed to sound an alarm?↩
- [2]If the information is lacking at the moment of analysis, an information gathering task can be assigned to an analyst. Or if the needed information can only be obtained during maintenance, the task can be added to the mitigation tasks associated with the failure mode. The needed information can be submitted via the Mesh feedback system, and the task may be removed.↩
Leave a Reply
You must be logged in to post a comment.