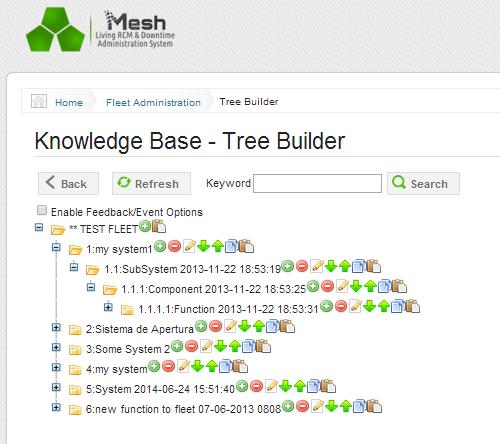
If we wish to perform Reliability Analysis on the Failure Modes of a rotable component, say an engine, it may be moved into its own branch on the RCM/EAM asset structure tree. Since the EAM tracks the component’s working age as it migrates from location to location the (age and condition based) failure behavior of individual failure modes (parts) in that component can analyzed[1] when required. Using the “move” capability of the RCM software, the Failure Modes of parts belonging to a rotable component should be relocated to component’s own branch of the RCM tree consistent with the asset structure in the EAM.
RCM Software
Simplifying the Analysis
In specifying the Failure Mode the noun (i.e. the Object Part) is mandatory. The other two parts of the Failure Mode description are optional The verb (mechanism by which the part deteriorates or changes its state) and the “due to” clause (described in Slide 42) are required when the additional information is worthwhile. Exercise. Checkpoint 10:30 DAY 2. Now we are at the end of Chapter 4 of the RCM II book. (Question 4).
Facilitation and groups

Typical group

RCM analysis review groups typically, a control room operator, Electrical and Mechanical craftsman, Operational supervisor, Maintenance supervisor. Supplemented by any other specialists that can help: vendor, contractor, safety expert, environmental expert. They all work under the guidance of a “RCM facilitator”. Why do we get this group? Because we need them to create the document we are after. How long are the sessions? Between 3 to 4 hours. no more, no less. Beyond that you’re wandering into migraine country. RCM is a demanding mentally strenuous process. Unfortunately the manpower scheduling and logistics of large operations preclude half day scheduling and sometimes require removal of people from their posts for an entire week at a time. Typically, therefore, during the sessions the analysts consume considerable quantities of coffee.
RCM Scheduling

This is RCM’s most important metric: The number of 4 hour meetings per system or component analyzed. Subdivide the entire plant. Estimate the no. of meetings 6, 9, etc, for each item to be analyzed. We recommend 1-2 meetings per week.
- [1]A work order must record Failure Modes and their Event Types – one of “Failure”, “Potential Failure”, or “Suspension”. A Failure Event Type indicates actual loss of function. A Potential Failure indicates imminent loss of function, and a Suspension is a renewal of the part (Failure Mode) for any reason other than its Failure or Potential Failure. A suspension occurs, usually because the technician decides it is reasonable and expedient to suspend the life of a part and replace it preventively.↩